Jun 09, 2026
Ножи мясного слайсера с зубчатой кромкой против гладкой: какой вариант лучше для точной нарезки?
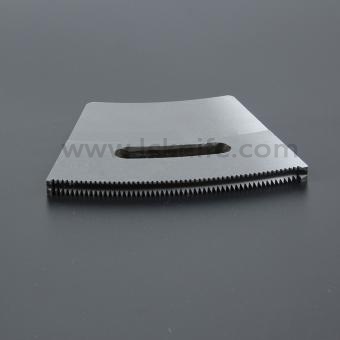
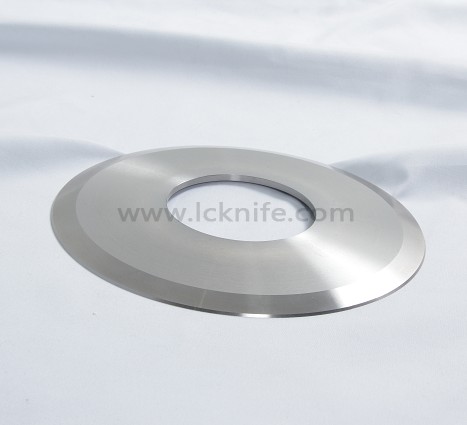
Выбор правильного коммерческого кухонного оборудования является критически важным фактором для максимизации выхода готовой продукции и сокращения отходов. Для гастрономов, ресторанов и мясных лавок спор между зубчатыми и гладкими лезвиями мясорезки остается в центре внимания для достижения точной нарезки и оптимальной подачи. Хотя оба типа лезвий имеют свое место в приготовлении пищи, последние отраслевые данные показывают значительные различия в производительности в зависимости от продукта, который нарезается. Гладкие лезвия мясорезки: чемпион точности Для сверхтонкой, бритвенно точной нарезки "гладкие лезвия мясорезки (часто называемые лезвиями с гладкой кромкой) являются отраслевым стандартом. Они специально разработаны для чистых срезов через нежирное мясо, такое как грудка индейки, ветчина и ростбиф, без разрывания продукта. Лучше всего для: мясных деликатесов, сырой говядины, карпаччо и твердых сыров. Преимущество: Минимизирует трение, уменьшает измельчение пищи и дает красивые, бумажно-тонкие ломтики, которые улучшают подачу и контроль порций. Обслуживание: Требует регулярной заточки с помощью встроенного или внешнего точильного устройства для поддержания остроты лезвия. Зубчатые лезвия мясорезки: альтернатива для тяжелых задач Напротив, "зубчатые лезвия мясорезки имеют зубчатую, пилообразную кромку, предназначенную для распиливания твердых внешних поверхностей, защищая при этом нежную внутреннюю часть. Лучше всего для: хрустящего ремесленного хлеба, волокнистого мяса (например, солонины или джерки) и плотных овощей, таких как помидоры. Преимущество: Зубцы легко прокалывают твердые корки или жесткие ткани, не раздавливая продукт под ними. Обслуживание: Отличаются высокой прочностью и дольше остаются острыми, чем гладкие лезвия, хотя обычно требуют специализированной профессиональной заточки....
Смотреть Больше







 Сеть поддержка IPv6
Сеть поддержка IPv6